學(xué)习
控制成本的设计要点
虽然精(jīng)密陶瓷的加工(gōng)精(jīng)度很(hěn)高,但它们是难加工(gōng)的材料,研削成本也很(hěn)高。降低成本的关键在于尽量保持形状简单,减少打磨工(gōng)作(zuò)。
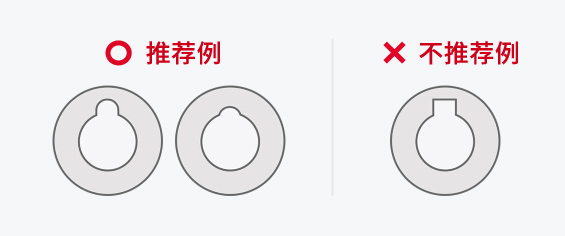
内径钥匙槽几何形状
对于内径钥匙槽的几何形状,应避免使用(yòng)直角槽,而应使用(yòng)圆角或整R的形状,以方便加工(gōng)并减少应力集中(zhōng)。
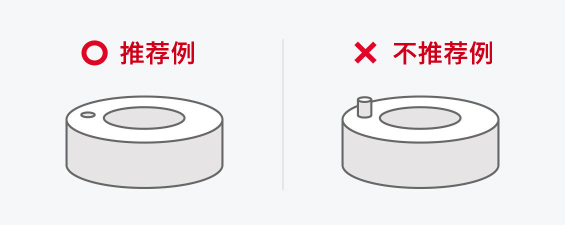
定位形状
定位用(yòng)形状中(zhōng)的外部突出物(wù)会增加成本,因此最好使用(yòng)定位孔、缺口和槽。
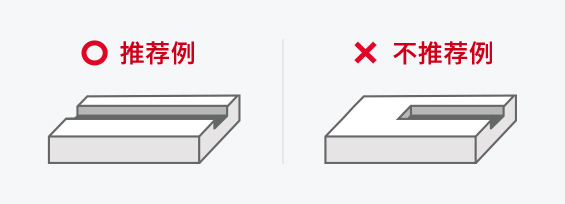
沟槽形状①
就沟槽形状而言,贯通沟槽更经济,而半槽会增加成本。
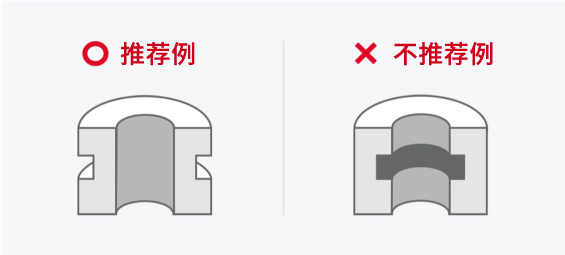
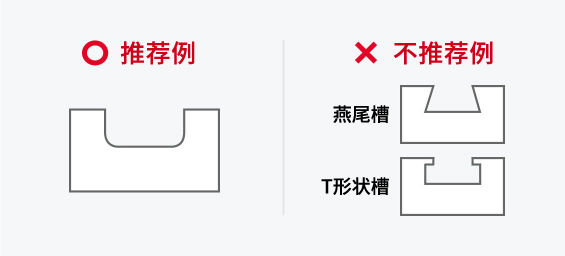
沟槽形状②
避免使用(yòng)燕尾槽和T形槽等底切形状。
(需要使用(yòng)特殊工(gōng)具(jù)(金刚石砂轮)会增加成本。)
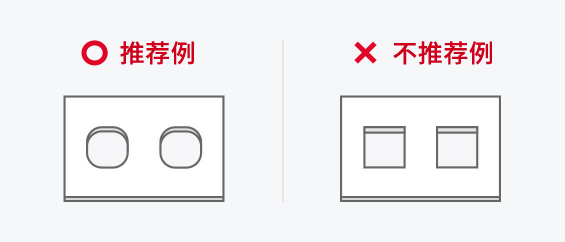
方孔形状
对于方孔形状,孔加工(gōng)的转角部分(fēn)不能(néng)是直角,圆角应尽可(kě)能(néng)大。
内径和外径沟槽几何形状
在内径/外径沟槽几何形状中(zhōng),尽可(kě)能(néng)减少内径一侧的加工(gōng),并由外径几何形状替代。内径加工(gōng)的成本高于外径加工(gōng)。